- Details
- Geschreven door Paul Denneman Paul Denneman
Artikelindex
Hoofdproduktieplan HPP (MPS) Het hoofdproduktieplan is een realistisch en gedetailleerd fabricageplan, waarbij alle mogelijke vragen die betrekking hebben op de fabricagefaciliteiten in aanmerking zijn genomen. Het is een opgave van wat de onderneming verwacht te produceren en als gevolg daarvan aan materialen dient te produceren of te verwerven. Deze materialen noemt men de HPP- of MPS-produkten of -items. Het vormt de input voor de MRP- en CRP-berekeningen. Het hoofdproduktieplan wordt opgesteld door een planner in termen van aantallen HPP-produkten en hun vereiste beschikbaarheid.
Toelichting
Het HPP is die schakel in de MRP planning waar de onafhankelijke vraag (orders uit de markt plus verkoopprognoses) omgezet wordt in afhankelijke vraag (HPP-materialen die men moet verwerven of produceren). Indien binnen het MRP geen onzekerheden of geen beperkingen in de capaciteit aanwezig zijn, vormt het opstellen van het HPP geen probleem. In het werkelijke leven ervaart men wel onzekerheden en beperkingen:
- aan de vraagzijde:
- de aard van het produkt;
- het soort klanten.
- aan de aanbodzijde:
- de betrouwbaarheid van machines;
- de fluctuaties in produktietijden;
- de mate van afwezigheid personeel (ziekte, verlof en dergelijke);
- de graad van procesbeheersing (zijn nabewerkingen vaak nodig?);
- de leveringsbetrouwbaarheid van leveranciers;
- de kwaliteit van de materialen.
Als reactie op deze problemen bij het gebruik van het oorspronkelijk MRP-I-systeem is in de jaren zeventig het Manufacturing Resource Planning MRP-II- concept ontwikkeld. Nog meer centraal in dit concept staat het hoofdproduktieplan HPP.
De belangrijke bouwstenen om te komen tot een dynamisch HPP zijn in figuur 1 schematisch weergegeven.
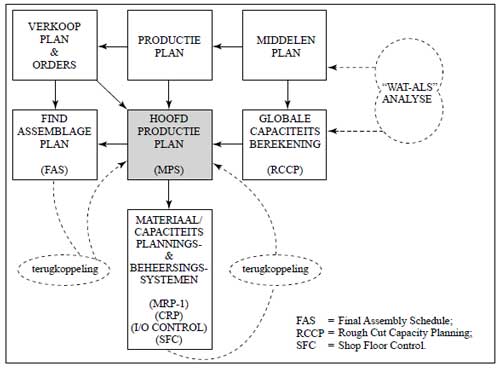
Figuur 1 Raamwerk Manufactoring Resources Planning (MRP-II)
Verkoopplan en orders
Het verkoopplan omvat de voorspelling van de vraag voor een bepaalde periode. De realisatie van de voorspelling van de vraag wordt bepaald door het aantal verkooporders dat daadwerkelijk binnengekomen is. Zowel het verkoopplan als de verworven verkooporders vormen een belangrijke input voor het MPS.
Produktieplan
Het produktieplan is een plan waarin het bedrijfsbeleid wordt vertaald naar produktiedoelstellingen. Het produktieplan is een „geaggregeerd” plan, hetgeen wil zeggen dat een beslissing genomen is over het produktieniveau over een langere tijd (maand, kwartaal, jaar, enz.) gelijktijdig gebaseerd op de beschikbare middelen en de verwachte afzet. Deze beslissing is uitgedrukt in één grootheid, bijvoorbeeld geld of aantallen produkten. Dit plan is te beschouwen als een afspraak tussen de afdelingen verkoop en produktie over de te leveren produkten. Verkoop verplicht zich als het ware deze aantallen te verkopen en de produktie om ze te maken.
Middelenplan
In het middelenplan zijn de lange-termijncapaciteitsbehoeften vastgelegd. Dit plan kent over het algemeen een horizon van één tot tien jaar, afhankelijk van de benodigde doorlooptijd voor de realisatie van capaciteitsuitbreidingen (bouwen van een nieuwe fabriek, aantrekken en opleiden van het personeel, enzovoort). De globale capaciteitsberekening (RCCP)1 Om het MPS realistisch te houden dient iedere keer voordat het plan definitief wordt gemaakt, een globale capaciteitsberekening te worden uitgevoerd. Alhoewel er bij de opstelling van het produktieplan reeds (beperkt) rekening wordt gehouden met capaciteit, dient de globale capaciteitsberekening ervoor om de gevolgen van een bepaald MPS in te schatten voor met name de kritische capaciteiten. Op een hoog abstractieniveau (produktie- en middelenplan) is deze toets moeilijk uit te voeren.
Het eind-assemblageplan (FAS)
In het eind-assemblageplan worden orders voor eindprodukten vertaald in behoefte aan MPS-items (bijvoorbeeld halffabrikaten) en wordt er gecheckt (via de ATP-logica2) of de beschikbaarheid van die MPS-items voldoende is. Daarnaast wordt het gebruik van de andere benodigde materialen en capaciteiten gepland. Het eind-assemblageplan verzorgt dat deel van de planning dat na het klantenorder ontkoppelpunt (KOOP) gelegen is. Het hoofdproduktieplan wordt dus opgesteld op basis van informatie van verschillende invalshoeken. Het voorziet als het ware de integratie van de verschillende bedrijfsfuncties. Voor een goede afstemming van de verschillende aspecten is het van belang dat het MPS realistisch blijft. Het spreekt voor zich dat er van integratie weinig zal komen, indien de gegevens niet reëel zijn. Men zal snel geneigd zijn om weer alleen vanuit de eigen invalshoek te werken. Om het plan realistisch te kunnen houden, is het van belang dat het aantal MPS-items zo minimaal mogelijk is (planning op familie niveau). Het eindprodukt wordt specifiek gemaakt op het niveau van het eind-assemblageplan (FAS). Zo blijft het plan onderhoudbaar.
HPP Niveau
De keuze van het MPS niveau is in principe bedrijfsafhankelijk. Factoren zoals de mate van voorspelbaarheid van de items, het klantenorder ontkoppelpunt (KOOP) en de produktstructuur spelen hierbij een grote rol. In principe kan het MPS op één van onderstaande plaatsen gelegd worden. 1. MPS op eindproduktniveau. 2. MPS op halffabrikaatniveau. 3. MPS op onderdeelniveau. Een vuistregel kan zijn om het MPS op die plaats te leggen waar zo min mogelijk items moeten worden beheerst. Deze plaats is te bepalen aan de hand van de produktstructuur en wordt vaak aangeduid met de „flessehals” (zie figuur 2). Op dat niveau is er dus ook veel gemeenschappelijkheid. Veelal komt dit punt ook overeen met het klantenorder ontkoppelpunt. Een organisatie hoeft echter niet één plaats te bepalen waar zij het MPS neerlegt. In de praktijk zullen vaak meerdere plaatsen voorkomen. Zo kan een organisatie ervoor kiezen het MPS op eindprodukt niveau te leggen, maar tegelijkertijd bepalen dat een aantal kritische componenten ook als MPS-items beschouwd worden.
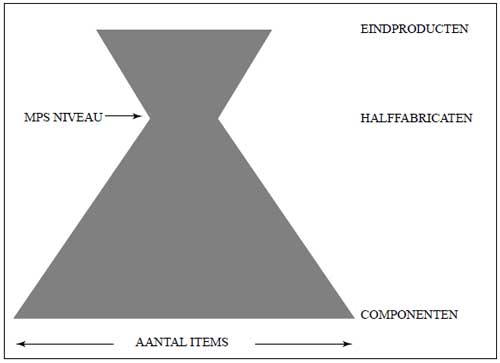
Figuur 2. Bepaling van het MPS-niveau (zandlopermodel)
Aandachtspunten / Checklist
- Het hoofdproduktieplan is een geaggregeerd plan. Het plan is opgesteld met een bepaalde vraagverwachting per item en een vastgestelde capaciteit. Veranderen nu de marktomstandigheden (hogere vraag naar een bepaald item), dan zou het MPS voor dat item moeten worden aangepast (verhoogd). Bij gelijkblijvende capaciteit kan dit alleen maar door het MPS van een ander item aan te passen (te verlagen). Indien de beschikbare capaciteit wijzigt, dan dient het MPS ook te worden aangepast.
- Het hoofdproduktieplan is een filosofie, die is vertaald in een algoritme. Dit algoritme wordt in MRP-II software toegepast. Echter aanschaf van MRP-II software is niet noodzakelijk. Zeker indien het aantal MPS-items beperkt is, kan er gebruik worden gemaakt van een „papieren planning” of van spreadsheets.
- De keuze van de MPS-items is bepalend voor een goede toepassing van de filosofie. Bij teveel items zal het MPS meer onderhevig zijn aan veranderingen. Hierdoor is het MPS moeilijk realistisch te houden.
- Door middel van het MPS wordt getracht verschillende bedrijfsfuncties te integreren. Bij invoering zal dan ook evenredige aandacht moeten worden besteed aan al deze bedrijfsfuncties.
- Een nadeel van MRP is dat het „nerveus” wordt, indien er aanpassingen worden gemaakt binnen het HPP aan aantallen en beschikbaarheidsdata. Het systeem rekent de afhankelijke vraag opnieuw door en komt met vele uitzonderingsboodschappen. Om deze nerveuze reacties te beperken wordt er gebruikt gemaakt van een zogenaamde Demand Time Fence (DTF) en een Planning Time Fence (PTF).
- Binnen de Demand Time Fence (bijvoorbeeld tussen periode T en T+6) worden geen verkooporders of -wijzigingen toegelaten. Alle produktieorders en met name de assemblageorders zijn reeds in produktie. Het wijzigen van aantallen en/of beschikbaarheidsdata kost te veel geld.
- Tijdens de Planning Time Fence (bijvoorbeeld tussen periode T+7 en T+12) worden de modules of halffabrikaten gemaakt. Binnen de voorspelde mix van modules kunnen er eindprodukten aan de klant worden beloofd. 3. Na de Planning Time Fence (bijvoorbeeld vanaf periode T+13) is in principe alles mogelijk. De enige beperkingen zijn hier beschikbaarheid van materialen en capaciteit.
Instant Probleemoplosser
Probleem: Extra verkooporders
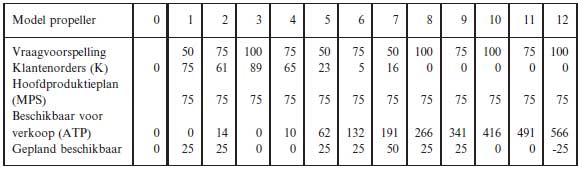
Het bedrijf SUPERFAN is een producent van ventilatoren en maakt een aantal verschillende produkten. Bij de produktie van het gewilde model „Propeller” wordt gebruikt gemaakt van een kritische capaciteitsbron en dienen de materialen reeds een jaar van te voren te worden ingekocht. De verkoper van SUPERFAN heeft voor de komende 12 perioden een prognose van de te verwachten vraag opgegeven. Op basis van deze vraag is er tussen verkoop, inkoop en produktie een produktieplan opgesteld van 75 stuks per periode. De verkoper gaat aan de slag en weet een groot deel van de voorspelling waar te kunnen maken. De eerste periode heeft hij zelfs meer verkocht dan zijn doelstelling. De produktie loopt volgens plan. Het hoofdproduktieplan is als weergegeven in tabel 1.
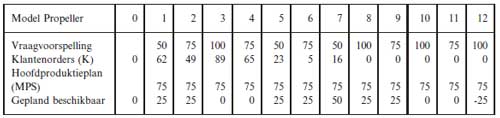
Tabel 1. Hoofdproduktieplan.
De verkoper krijgt nu een vraag of met spoed (periode 1) 25 stuks van het model propeller kan leveren. Hij weet dat hij al boven zijn doelstelling zit, maar met de te verkrijgen bonus in zijn achterhoofd komt hij met deze vraag bij de produktiebaas. Zoals de verkoper eigenlijk wel had verwacht, antwoordde de produktiebaas dat het leveren van 25 stuks extra niet kan, zonder andere klanten te moeten teleurstellen. De verkoper wil zijn bonus niet direct laten schieten en vraagt hoeveel er dan kunnen worden geleverd. De produktiebaas weet niet direct het antwoord en samen vertrekken ze naar de planner. De produktieplanner hoort de beide heren aan en vraagt de verkoper in hoeverre zijn prognoses wel juist zijn. De verkoper antwoordt dat de totale vraagverwachting gelijk blijft, maar dat één klant haar produkten eerder wil als gevolg van een wijziging in haar produktieplan. De planner voert wat getallen in zijn computer. Na enig nadenken antwoordt hij dat de 25 stuks niet in periode 1 kunnen worden geleverd, maar wel in twee deelleveringen: 13 stuks in periode 1 en 12 stuks in periode 2.
De verkoper dient zich wel te realiseren dat hij nu pas levertijden kan afgeven vanaf periode 4. De verkoper is zichtbaar tevreden met dit antwoord. De produktiebaas vraagt zich echter af hoe de planner tot dit antwoord is gekomen. Oplossing: De planner is tot zijn antwoord gekomen doordat hij de zogenaamde „Available-to-Promise” logica toepast. Omdat het MPS de vraag niet zonder meer volgt, zal bij binnenkomende orders steeds gecheckt moeten worden of die orders tijdig te leveren zijn. Een hulpmiddel hierbij kan de ATP-logica zijn. De ATP-rij geeft aan wat er nog aan klantenorders mag worden geaccepteerd. De planner bekeek het schema zoals weergegeven in tabel 2.
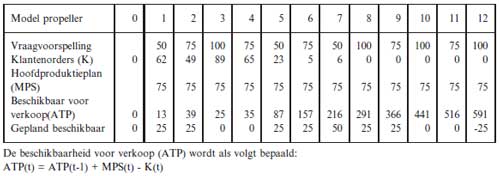
Tabel 2. Available-to-promise logica.
De planner zag dat er nog 13 stuks in periode 1 beschikbaar waren. De 25 stuks konden dus nooit in periode 1 worden geleverd, tenzij andere orders kwamen te vervallen of later zouden worden geleverd. Om de gevolgen in de toekomst te bepalen moest hij kijken of er ergens (na periode 1) in de ATP rij een getal lager dan de 13 voorkwam. Dit was niet het geval, waardoor hij deze 13 stuks kon toezeggen. Om te bepalen wanneer de totale order kon worden geleverd, bekeek hij via welke punten voor het eerst minimaal 25 stuks in de ATP-rij voorkwamen. Dit was in periode 2. Om de gevolgen in te schatten moest hij weer, vanaf periode 2, de hele ATP-rij aflopen of er een getal lager dan 25 voorkwam. Dit was niet het geval, waardoor hij de tweede levering van 12 stuks in periode 2 kon toezeggen.
Tabel 3.Verwerking van de spoed order in het schema.
Na verwerking van de extra order zag de planner dat er in periode 3 geen produkten beschikbaar waren voor verkoop. Om die reden zei hij tegen de verkoper dat nieuwe orders vanaf periode 4 konden worden geleverd.
De vraag van de planner met betrekking tot de juistheid van de voorspelling had niet als doelstelling de verkoper terecht te wijzen, maar om in te schatten of het MPS misschien naar boven diende te worden bijgesteld.
Dit artikel is eerder verschenen in de Vraagbaak voor Inkoop en Logistiek en de Kennisbanken Logistiek van SDU Uitgeverij. Auteur: Paul Denneman.