Bottleneckmanagement is halverwege de jaren tachtig ontstaan. Toepassing van deze methode resulteerde in een aanzienlijke verkorting van de doorlooptijd en een verhoging van de leveringsbetrouwbaarheid. Dit werd bereikt door het verstandig gebruiken van de capaciteitsbronnen van het bedrijf, waarbij bottlenecks centraal staan.
De kracht van bottleneckmanagement ligt in de wijze waarop het probleem van elkaar voedende bottlenecks wordt aangepakt. In de praktijk blijkt echter dat dit probleem zich vrijwel niet voordoet. Het grootste probleem van een organisatie blijkt het veranderen zelf te zijn. De belangrijke vraag is dan ook: ‘Hoe kunnen we het bottleneck-management in praktijk brengen?’
In vijf stappen naar continue verbetering
Het thema ‘logistiek’ is wellicht het meest bekende onderdeel van het bottleneckmanagement. Het behandelt onder meer het vijfstappenproces van continue verbetering en de drum-buffer-rope-methode. Het vijfstappenproces van continue verbetering heeft tot doel de beperkingen op te sporen in het systeem en ze weg te werken. De vijf stappen zijn:
- Identificeer de ‘beperking’ van de organisatie.
- Besluit hoe we de ‘beperking’ maximaal kunnen benutten.
- Maak alles ondergeschikt aan de besluiten genomen in stap 2.
- Hef de ‘beperking’ van het systeem (geleidelijk) op.
- Wanneer in stap 4 de ‘beperking’ is opgeheven, ga dan terug naar stap 1. Voorkom echter dat inertie (traagheid) de belangrijkste ‘beperking’ wordt!
Drum-buffer-rope-planning
Uitvoering van de derde stap vraagt dus een meer systematische aanpak van de planning op de bottleneck. Het proces van plannen dat wordt gebruikt binnen het bottleneckmanagement wordt ook wel drum-bufferrope-planning (DBR) genoemd. Deze drieledige benaming is geïnspireerd op metaforen in de boeken van Goldratt. De trommelaar (drum) is het productietempo voor de hele fabriek, dat wordt bepaald door de constraint. Via een voorraadpunt (buffer) en het touw (rope) wordt alles ondergeschikt gemaakt zoals de derde stap aangeeft. Het principe van deze planningsmethodiek zullen we stapsgewijs uitleggen.
Ga na wat de gewenste prioriteit is in de aflevering van de orders voor eindproducten. Maak vervolgens een detailplan voor de bottleneck. Deze bottleneck bepaalt hiermee wat er in welk tempo geproduceerd gaat worden. De bottleneck bepaalt daardoor het ritme van het gehele systeem (drum). Om ervoor te zorgen dat de bottleneck niet ‘droog’ komt te staan kiezen we een tijdsduur voor de buffer (B1). Deze buffer realiseren we door een ‘touw’ te binden vanaf de bottleneck naar de eerste bewerking (rope). Met behulp van het detailplan van de bottleneck en het ‘touw’ stellen we het schema ‘voor het vrijgeven van materiaal’ op. Dit komt neer op achterwaarts plannen. Een onderdeel dat door een bottleneck is bewerkt, moet zo snel mogelijk door de fabriek gaan. Een bottleneckonderdeel mag dan ook niet worden opgehouden bij assemblage omdat moet worden gewacht op onderdelen uit een andere productielijn. Daarom stellen we een assemblagebuffer (B2) vast. Voor het nakomen van leveringen kan het gewenst zijn ook ná de assemblage enige speling in de vorm van een tijdbuffer (B3) in te bouwen.
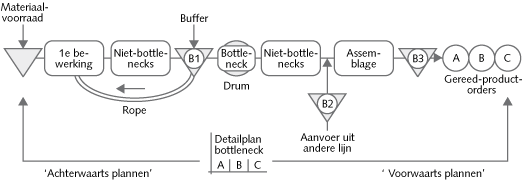
Figuur 1: Het drum-buffer-rope-planningsprincipe
Het detailplan voor de bottleneck is het uitgangspunt voor het plannen van alle activiteiten die liggen na de bottleneck tot en met de leveringsafspraken met de klant. Deze wijze van plannen, samen met het vaststellen van eventueel benodigde tijdbuffers ná de bottleneck, wordt voorwaarts plannen genoemd. In figuur 1 is dit principe nog eens visueel verduidelijkt.
De bottleneckmanagementregels
Tot besluit van dit artikel volgen enkele regels die de basis vormen voor het toepassen van bottleneckmanagement in productiesituaties. Deze regels geven een indruk van de wijze waarop binnen de filosofie van bottleneckmanagement naar de productie wordt gekeken.
1. Balanceer allereerst de goederenstroom en niet de capaciteit
Gewoonlijk proberen we in productieafdelingen eerst de capaciteit van verschillende bewerkingsplaatsen te balanceren, daarbij de stilstand van mensen en machines tot een minimum beperkend. Vervolgens trachten we de doorstroming van goederen in stand te houden met die volledig (over)bezette mensen en machines. Dit resulteert in hoge voorraden en lange doorlooptijden en niet te vergeten een slechte doorstroming. Laat daarom de productiemiddelen alleen die onderdelen produceren die werkelijk nodig zijn om aan het productieplan te voldoen.
2. De bezetting van een niet-bottleneck wordt niet bepaald door zijn eigen capaciteit maar door andere beperkingen in de fabriek
Bottlenecks bepalen het tempo van een productiesysteem. De mate waarin een niet-bottleneck wordt benut hangt af van:
- de behoefte van de bottleneck aan wie de niet-bottleneck toelevert;
- de aanvoer van een bottleneck die ervoor ligt.
De enige productiemiddelen die 100% bezet gehouden moeten worden, zijn de bottlenecks. Deze zijn immers bepalend voor wat er uiteindelijk de fabriek uitgaat en dus geld oplevert. De bezettingsgraad van de niet-bottlenecks is eveneens afhankelijk van de buffergrootte. Een kleinere buffer betekent kleinere series en dus vaker omstellen. Hierdoor zal de bezettingsgraad van niet-bottlenecks hoger worden en mogelijk wel in de gaten moeten worden gehouden.
3. Gebruik en nuttig gebruik van een capaciteit is niet hetzelfde
Onder ‘nuttig gebruik’ wordt de mate verstaan waarin een productiemiddel zou moeten worden ingezet, terwijl ‘gebruik’ wordt gedefinieerd als de mate waarin een productiemiddel zou kunnen worden ingezet. Gebruik van productiemiddelen betekent sturen op een hoge bezettingsgraad. Gebruik in plaats van nuttig gebruik van een capaciteit is in feite verspilling van capaciteit, die zich uit in te hoge voorraad. Dit omdat producten niet door (een) daaropvolgende bottleneck(s) kunnen worden verwerkt.
4. Eén uur stilstand op een bottleneck is één uur stilstand voor de gehele fabriek
Bottlenecks moeten voor 100% nuttig worden gebruikt. Een uur verlies van een bottleneck kan niet meer worden ingehaald. Met andere woorden, we verliezen omzet als gevolg van een stilstand op de bottleneck.
5. Eén uur bespaard op een niet-bottleneck is een luchtspiegeling
Per definitie is de tijd van een niet-bottleneck op te delen in drie elementen:
- cyclustijd;
- insteltijd;
- leegloop.
De component ‘leegloop’ is iets dat bij een bottleneck niet mag voorkomen. Wanneer we een uur aan insteltijd besparen en die tijd inzetten als cyclustijd, kost dat alleen maar geld omdat er dan producten worden geproduceerd die niet door de bottleneck kunnen worden verwerkt. Het omzetten van een uur insteltijd in een extra uur leegloop zal ook niets bijdragen aan de prestatie van het totale systeem. Dit is schematisch weergegeven in figuur 2.
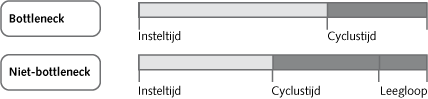
Figuur 2: Besparingen op bottlenecks en niet-bottlenecks
Door besparingen op niet-bottlenecks kan het echter wel mogelijk zijn dat de behoefte aan een tijdbuffer voor de bottleneck afneemt. In dat geval moeten de investeringen wel gericht zijn op het verkleinen van de grootste buffer.
6. Bottlenecks bepalen de doorvoer en de voorraden
Gedurende een productieproces ontstaan er voorraden in de vorm van onderhanden werk. Deze voorraden bevinden zich voornamelijk vlak vóór de bottlenecks. De niet-bottlenecks draaien daarentegen met kleine voorraden of geheel zonder voorraden. Niet-bottlenecks moeten daarom slechts onderdelen verwerken in het tempo waarin deze via de bottlenecks worden aangevoerd. Toch zijn de niet-bottlenecks medebepalend voor de hoogte van de voorraad. De buffers worden immers gevormd om de storingen en fluctuaties die zich bij niet-bottlenecks voordoen, op te vangen.
7. De transportbatch behoeft niet en moet vaak zelfs niet gelijk zijn aan de bewerkingsbatch
Het splitsen en overlappen van series zijn in de bottleneckmanagementfilosofie een geheel geaccepteerde zaak. Zodra een redelijk aantal van een bewerkingsserie is geproduceerd, worden ze getransporteerd naar de volgende bewerkingsstap. Dit terwijl de vorige bewerking gewoon doorgaat met het voltooien van de bewerkingsserie. Dit is in figuur 3 schematisch weergegeven.
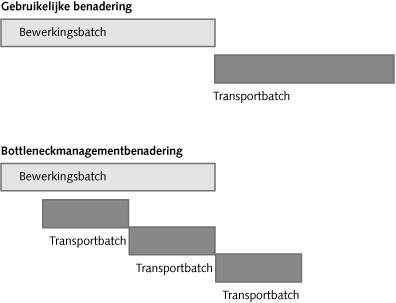
Figuur 3: Bewerkings- en transportbatches
De keuze van de verschillende batchgroottes wordt tevens bepaald door de noodzaak een bottleneck altijd aan de gang te houden. Wachten op het aanvoeren van een batch betekent immers omzetverlies voor het gehele systeem.
8. De bewerkingsbatch moet variabel zijn en niet vast
Het bepalen van de grootte van bewerkingsbatches is afhankelijk van het feit of het bottlenecks of niet-bottlenecks betreft. In principe moet de insteltijd van een bottleneck zo kort mogelijk worden gehouden. Daarom zullen we trachten de bewerkingsseries zo groot mogelijk te maken. Dit vergt immers minder omstellen en dus meer nuttig gebruik van de capaciteit. Voor niet-bottlenecks kan de leeglooptijd vrijwel volledig worden benut door vaker om te stellen. Daar zullen we dus trachten de bewerkingsseries zo klein mogelijk te houden, hetgeen zal resulteren in een lagere voorraad onderhanden werk.
9. Leveringstijden zijn het resultaat van een planning en kunnen niet van tevoren worden vastgesteld; planningen moeten worden opgesteld rekening houdend met alle beperkingen in de fabriek gelijktijdig
Vooraf vastgestelde seriegroottes leiden tot vaste doorlooptijden. De productieplannen worden gebruikmakend van deze vaste doorlooptijden opgesteld. Problemen ten gevolge van capaciteitstekorten ergens in de keten worden pas opgemerkt als het betreffende productieplan al in uitvoering is. Daarom is het belangrijk dat reeds bij het opstellen van een productieplan met alle bekende ‘beperkingen’ moet worden gerekend. Uit de praktijk blijkt echter dat het haast niet voorkomt dat twee ‘beperkingen’ elkaar voeden. De verklaring hiervoor is dat het hebben van elkaar voedende ‘beperkingen’ de doorvoer van de fabriek dusdanig verkleint dat we onmiddellijk overgaan tot het wegnemen van één van beide.
Dit dossier is eerder verschenen bij WEKA Uitgeverij in Excellente Bedrijfsvoering. Auteur: Paul Denneman