Een prioriteitsregel is een in de praktijk gebruikte benaderingsregel om de volgorde van startmomenten van een reeks orders voor een bepaalde machine te bepalen. Bij het gebruik van prioriteitsregels worden conflicten tussen verschillende orders, die op een zeker planningstijdstip concurreren voor bewerking op een bepaalde machine, opgelost door per order een prioriteit te bepalen. Het bepalen van de prioriteit kan gebeuren door toekenning van een getal. De order met de hoogste prioriteit krijgt voorrang. Zodra de machine weer vrijkomt, wordt de opnieuw bekeken welke order prioriteit krijgt. Bij het toepassen van prioriteitsregels wordt nooit op een eenmaal genomen volgordebeslissing teruggekomen.
Toelichting
Iedere produktiebaas krijgt dagelijks te maken met het bepalen en toekennen van prioriteiten aan orders. De vraagstukken waar een produktiebaas of produktieplanner mee kan zitten zijn:
- op welke machine ga ik welke order maken (toewijzingsprobleem);
- in welke volgorde verwerk ik de toegewezen orders op de machine (volgorde probleem). Bij het zoeken naar een oplossing dient er meestal aan door het management vastgestelde prestatie-eisen te worden voldaan. Voorbeelden van dergelijke prestatie-eisen zijn:
- een zo lang mogelijke gemiddelde doorlooptijd van orders; – zo min mogelijk orders te laat afgeleverd; – een zo laag mogelijke overschrijding van de leveringstijd;
- de maximale overschrijding van de leveringstijd binnen vastgestelde grenzen te houden.
Echter in de praktijk worden er door het management vaak meerdere, meestal tegenstrijdige, prestatie-eisen neergelegd. Bijvoorbeeld de gemiddelde doorlooptijd minimaliseren in combinatie met zo min mogelijk orders te laat. Aan de produktiebaas de vraag om elke dag een „optimale” volgorde te bepalen. Een haast onmogelijke opgave.
De oplossing van volgorde problemen („scheduling”) is niet eenvoudig. In de loop der jaren is er dan ook veel (wetenschappelijk) onderzoek naar verricht. Het oplossen van dergelijke problemen is moeilijk omdat een set orders op zo veel manieren gerangschikt kan worden. Gaan we uit van een „statische” situatie met één machine dan zijn er voor een set van 10 orders 3.628.800 volgorden mogelijk (10 faculteit of 10!). Die mogelijkheden probeer je niet even op een middag uit. Heb je eindelijk een acceptabele oplossing, dan komt er weer een nieuwe order. Wat dan?
In de „statische” situatie is het mogelijk wiskundig optimale oplossingen te bepalen. Bij een „statische” situatie gelden de volgende vooronderstellingen:
- de machines zijn continu beschikbaar;
- de tijdstippen waarop orders beschikbaar zijn om te kunnen worden gestart zijn vooraf bekend;
- de orderkenmerken zoals bewerkingstijd, bewerkingrvolgorde, gevraagde leveringstijd, enzovoort, zijn vooraf bekend;
- een eenmaal gestarte bewerking wordt nooit voortijdig afgebroken.
De „statische” volgorde problemen worden ook wel deterministische volgorde problemen genoemd.
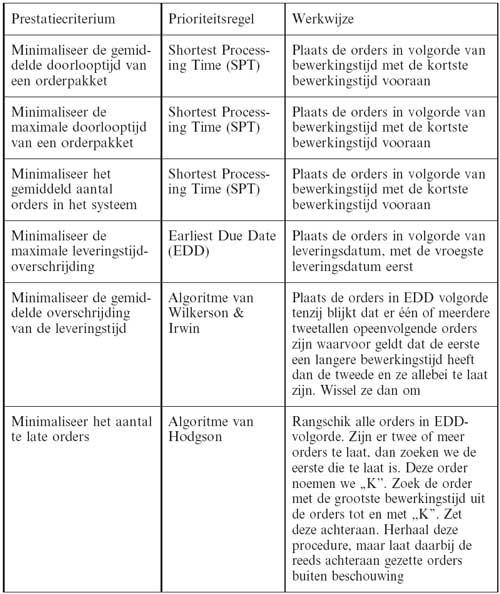
De oplossingen zijn in de vorm van prioriteitsregels. Zo een regel is niets meer dan een hulpmiddel om de orders dusdanig te plaatsen dat een bepaalde prestatie-eis geoptimaliseerd wordt. Door het consequent toepassen van zo een regel, kan op een snelle manier een (optimale)oplossing gevonden worden. In tabel 1 is een overzicht gegeven van vier belangrijke prioriteitsregels.
Helaas hebben de meeste bedrijven geen „statische” produktieomgeving, maar juist een heel „dynamische”. Bewerkingstijden zijn niet altijd bekend en zeker niet constant, orders komen met een bepaald interval bij de machines aan; eenmaal gestarte orders worden onderbroken, er zijn meer machines beschikbaar, zijn de in tabel 1 genoemde regels dan nog wel van toepassing?
 .
.
Tabel 1. Overzicht prioriteitsregels „statistische” volgorde problemen
Het antwoord op deze vraag is in eerste instantie eenvoudig. Nee, de regels zijn dan niet meer geldig voor het bepalen van de optimale oplossing. Immers, aan de vooronderstellingen wordt niet meer voldaan. In dergelijke situaties is wiskundig ook geen optimale oplossing te bepalen. Wel zijn er mogelijke oplossingen te geven, die het optimum benaderen.
Maar wat is dan de waarde van deze regels, als ze toch bijna nooit gelden? De genoemde regel geven een fundamenteel inzicht, waarmee andere regels kunnen worden ontworpen. Ook geldt dat toepassing van deze regels in een dynamische situatie altijd betere resultaten geven als bijvoorbeeld het zonder regels (rondom) of in volgorde van aankomst (FIFO) starten van orders. Een optimale oplossing voor dynamische volgorde problemen is niet of moeilijk te bepalen.
Om toch bij benadering oplossingen te zoeken is er in het (wetenschappelijk) onderzoek veel gebruik gemaakt van computersimulaties. In diverse simulaties is uitgegaan van een dynamische situatie waarbij een order uit verschillende suborders bestaat. Belangrijke prestatie-eisen waren in deze simulaties:
- de gemiddelde suborder doorlooptijd (leveringstijdonafhankelijk);
- de gemiddelde componenteringswachttijd (leveringstijdonafhankelijk);
- de gemiddelde afwijking in de leveringstijd (leveringstijdafhankelijk);
- de spreiding in de afwijking van de leveringstijd (leveringstijdafhankelijk).
In deze simulaties zijn een aantal regels beproefd en vergeleken met de FIFO-regel. Een samenvattend overzicht van de gevonden resultaten staat in tabel 2.
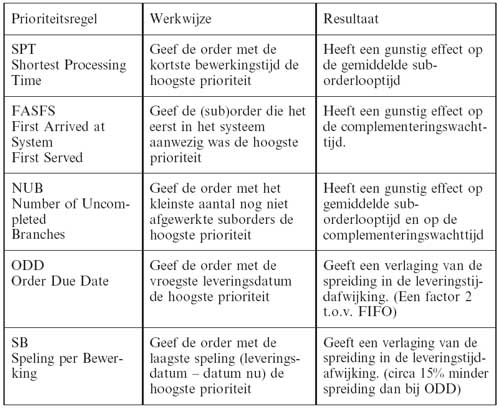
Tabel 2. Overzicht prioriteitsregels „dynamische” volgorde problemen.
Bij het benaderen van mogelijke oplossingen van dynamische volgorde problemen spelen de inzichten uit de kansberekening en de wachttijdtheorie een belangrijke rol. Aangetoond is dat de bezettingsgraad veel invloed heeft op de prestatie van een produktiesysteem. Naarmate de bezettingsgraad hoger wordt, zal de wachttijd hoger worden. Daarmee zal de doorlooptijd ook toenemen. Een uitgebreide behandeling van deze inzichten en de diverse prioriteitsregels vergt veel kennis van de kansberekening en wachttijdtheorie. Voor geïnteresseerden wordt verwezen naar het boek van Bertrand et al. In dit boek zijn ook diverse ingangen naar andere literatuur te vinden.
Aandachtspunten / Checklist
- Het consequent toepassen van prioriteitsregels kan, zelfs in een dynamische omgeving, tot aanzienlijke verbeteringen in de doorlooptijd of leveringsbetrouwbaarheid leiden.
- In een dynamische omgeving heeft de SPT-regel al snel een gunstig effect op de gemiddelde doorlooptijd van orders. – Indien het onderhanden werk in een produktieafdeling erg hoog is, dan treedt al snel een impliciet LPT-affect op (Longest Processing Time).
- De gemiddelde doorlooptijd zal daardoor erg hoog worden. Door prioriteitswisselingen en het toekennen van emotionele prioriteiten (spoed, belangrijke klant, enzovoort) zal de prioriteitsstelling RANDOM gebeuren. Dit heeft een negatief effect op alle kwantitatieve prestatie-eisen.
- Het is mogelijk om prioriteitsregels te combineren. Bijvoorbeeld eerst het orderpakket rangschikken in orders die bij de volgende bewerking naar de kortste wachtrij gaan, zijn er meerdere orders die voldoen aan dat criterium, dan worden ze in volgorde van SPT geplaatst.
- Is er een grote spreiding in bewerkingstijden, den zal toepassing van de SPT regel kunnen veroorzaken dat orders met een hoge bewerkingstijd nooit aan de beurt komen.
- Het gebruik maken van prioriteitsregels wordt zinvoller naarmate de bezettingsgraad hoger wordt, Bij bottle-neck machines is het ten zeerste aan te bevelen om de SPT-regel toe te passen.
Instant probleemoplosser
Probleem: De produktieplanner van een gereedschapmakerij heeft voor een „bottleneck” machine een orderpakket van 18 orders. Na een middag puzzelen komt hij met de volgende planning.
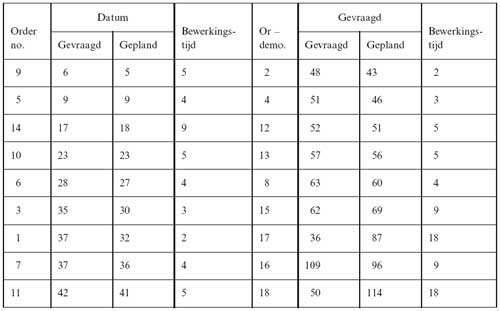
Tabel 3. Verbeteren planning.
Zijn baas, de logistiekmanager, die wel eens een cursus planningstechnieken heeft gevolgd begint te rekenen en bepaalt volgende prestatie criteria:
- Gemiddelde doorlooptijd 46,8 dagen
- Gemiddelde leveringstijdoverschrijding 6,8 dagen
- Maximale leveringstijdoverschrijding 64,0 dagen
- Aantal te late orders 4,0 orders
Hij stelt dat deze resultaten hem toch niet tevreden stemmen. Hij stuurt de planner terug met de opdracht om met een betere planning te komen.
Oplossing: Het is jammer dat de logistiekmanager niet heeft aangegeven welke resultaten hem niet tevreden stellen. Is de gemiddelde doorlooptijd te lang? Zijn er te veel orders te laat? Is de maximale leveringstijd overschrijding te hoog? Of is de gemiddelde leveringstijdoverschrijding te hoog?
De produktieplanner kan nu teruggaan naar zijn baas en hem precies vragen wat hij heeft bedoeld met een betere planning, Hij kan echter ook een aantal alternatieven aangeven. De planner besluit het laatste te doen. Met de prestatiecriteria die de logistiekmanager hem gegeven heeft, kan de planner in principe per criterium het optimum berekenen. Dit doet hij door gebruik te maken van prioriteitsregels. De resultaten van deze exercitie worden in tabel 4 gegeven:
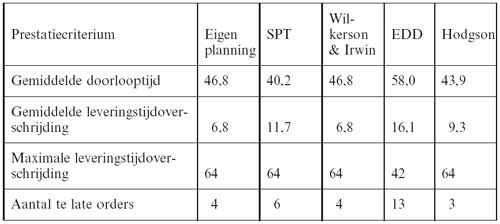
Tabel 4. Resultaten met behulp van prioriteitsregels.
Uit de gegevens blijkt dat de opgestelde planning zo slecht nog niet was, Omdat de vorige planning was afgekeurd, zoekt de logistiekmanager blijkbaar niet naar optimalisering van de gemiddelde leveringstijdoverschrijding. Uit het algoritme van Hodgson blijkt dat er in het meest gunstigste geval drie orders te laat zullen zijn. Dit is slechts één order minder dan bij de vorige planning. De logistiekmanager zoekt waarschijnlijk ook niet naar het minst aantal te late orders. De EDD-volgorde geeft zoals verwacht een duidelijke verbetering van de maximale leveringstijdoverschrijding, maar scoort op de andere criteria toch beduidend slechter. Gezien het feit dat het een bottle-neck machine betreft, zou de planner er de voorkeur aan moeten geven om de SPT-volgorde te hanteren. Zijn aantal te late orders en de gemiddelde leveringstijdoverschrijding gaan hierbij wel omhoog. Echter de gemiddelde doorlooptijd ligt circa 15% lager, wat tevens inhoudt dat de gemiddelde wachttijd ook lager ligt. Voor de totale doorstroming in de fabriek lijkt dit de beste oplossing.
De planner zou met deze resultaten naar zijn baas moeten gaan en hem moeten laten kiezen welk criterium hij het belangrijkst vindt. Een nieuwe planning heeft hij dan zo opgesteld.
Dit artikel is eerder verschenen in de Vraagbaak voor Inkoop en Logistiek en de Kennisbanken Logistiek van SDU Uitgeverij. Auteur: Paul Denneman.