Statistische Proces Controle is een methode om processen te beheersen door het gebruik van statistische technieken zoals bijvoorbeeld regelkaarten. Bij Statistische Proces Controle is het belangrijk dat een aantal verantwoordelijkheden en bevoegdheden naar de operators worden gedelegeerd, zoals bijvoorbeeld: .
- het volgens vastgestelde procedures ingrijpen in het proces als het buiten de regelgrenzen dreigt te gaan;
- het oplossen van problemen, ontstaan in het proces, met behulp van de SPC-hulpmiddelen.
Statistische Proces Controle is dus een hulpmiddel om de aandacht op het gebied van kwaliteitsbeheersing te verschuiven van product controles naar proces beheersing.
Toelichting
Helaas bestaan er geen processen die de producten in alle gevallen exact volgens de nominale specificaties zullen genereren. Er zal altijd een spreiding in de uitkomsten zijn. Zelfs een schijnbaar eenvoudig proces zal steeds een net iets ander resultaat opleveren. Bij ieder proces ontstaan er dus (enkele) foute procesuitkomsten. Dit noemen we de spreiding van de procesuitkomsten. Deze spreiding kan worden veroorzaakt door het optreden van:
- toevallige fouten: De afwijking ligt binnen de verwachte spreiding van het proces. Het bijsturen van het proces is dus niet noodzakelijk.
- systematische fouten: De afwijking lijkt niet te zijn veroorzaakt door de altijd aanwezige processpreiding. Er moet dus een andere oorzaak zijn, waardoor het bijsturen van het proces noodzakelijk is.
De aanwezigheid van spreiding is op zich niet erg, als de spreiding maar blijft binnen de gestelde specificaties. Dit is echter niet altijd het geval, waardoor producten moeten worden afgekeurd. Om deze uitval niet bij de klant te laten uitkomen voeren we productcontroles in. Echter het kwaad is dan al geschied. Om er nu eerder bij te zijn, zouden we graag het proces willen beheersen, dat wil zeggen dat we ervoor zorgen dat de spreiding op een aanvaardbaar niveau wordt gebracht.
Aangezien bij productcontroles producten worden gemeten en vergeleken met de specificaties, zou men kunnen verwachten dat bij procescontrole de procesinstellingen worden gemeten en vergeleken met de instellingsnormen. Dat is echter niet de vorm van procescontrole die bij procesbeheersing wordt toegepast. De productnorm is wat de tekenaar heeft bepaald, de output van het proces wordt bepaald door de gebruikte materialen, machines en mensen. Bij SPC wordt de uitkomst van het proces niet vergeleken met de productnorm, maar wordt gekeken of de output van het proces logisch is (kan worden verklaard binnen een bepaald kansmodel). Bij SPC accepteren we dus de toevallige fouten, omdat deze verklaarbaar zijn door een kansmodel. Treden er alleen toevallige fouten op, dan noemen we het proces statistisch beheerst. Het kansmodel (meestal de normale verdeling) is afgeleid van het aantal afwijkingen van de productnormen en verschuift daardoor de eigenlijke specificaties wat meer naar de achtergrond.
Het kan voorkomen dat we het proces technisch beheersen (de uitkomsten van het proces vallen binnen de specificaties) maar statistisch niet beheersen (de afwijkingen zijn niet te verklaren met een kansmodel). De omgekeerde situatie kan echter ook optreden; het proces is statistisch beheerst, maar technisch onbeheerst. Hier heeft de toepassing van SPC echter weinig zin. Het proces zal eerst moeten worden aangepast.
Om te onderzoeken of het proces technisch beheerst is, wordt wel gebruik gemaakt van zogenaamde Process Capability Indices (PCI's). Deze indices geven de verhouding weer tussen het technisch tolerantiegebied (de afstand tussen de producttolerantiegrenzen) en de mogelijkheden van het proces, uitgedrukt in statistische termen. Veel afnemers eisen tegenwoordig dat de "capability" van het proces wordt aangetoond.
Al lijkt de theorie van SPC moeilijk, het laat zich eenvoudig vertalen naar praktische hulpmiddelen. Een belangrijk hulpmiddel is het gebruik van regelkaarten. Door het gebruik van zogenaamde regelkaarten bij de machines is SPC eenvoudig inzichtelijk te maken. In een regelkaart worden de procesuitkomsten genoteerd. Hiertoe worden regelmatig steekproeven gehouden (bijvoorbeeld vijf stuks per uur, een stuk per honderd stuks output, of iets dergelijks). Een of meerdere kwaliteitsparameters van een product worden gemeten (bijvoorbeeld de diameter van een as) en genoteerd op een kaart. Op deze kaart zijn de waarschuwings- en regelgrenzen aangegeven. Valt de waarde buiten de regelgrens, dan kunnen we concluderen dat er in de oorspronkelijke verdeling een wijziging moet zijn opgetreden. Met andere woorden het proces loopt niet normaal en er moet dus worden bijgestuurd. Hieruit blijkt dat we pas ingrijpen als er "zekerheid" bestaat dat er iets aan de hand is. De regelgrens wordt over het algemeen zo gekozen dat er slechts 0,3% kans is dat er wordt bijgestuurd terwijl er niets aan de hand is. SPC geeft dus niet aan hoe er moet worden ingegrepen, maar wanneer er dient te worden ingegrepen.
Omdat de metingen door de procesoperator zelf worden uitgevoerd, is de terugkoppeling van de afwijkingen vele malen sneller dan in het geval van een afzonderlijke productkeuring. Het aantal foute producten zal, door de snelheid van reageren, beduidend minder zijn. Toch is de invoering van SPC niet altijd economisch verantwoord. De investering die een bedrijf kan doen in het invoeren van SPC is afhankelijk van de hoogte van de volgende kosten:
De controlekosten zijn voor een deel vast (overhead en dergelijke) en voor een deel variabel; dus afhankelijk van het aantal steekproeven (instellen van meetgereedschappen; registratie van meetgegevens; een deel van de kosten van de monstername; rekenwerk en dergelijke) en afhankelijk van het aantal gekeurde producten.
De opsporingskosten zijn verbonden aan het opsporen van een procesverstoring, waarbij elke overschrijding van een regelgrens als een storing wordt opgevat. Deze kosten zijn afhankelijk van de volgende factoren:
- het aantal steekproeven per dag;
- de kans dat (terecht of onterecht) een afwijking wordt gesignaleerd;
- de moeite die men heeft om een verstoring op te sporen.
De schadekosten hangen samen met:
- De gemiddelde fractie uitval (per dag), die weer afhankelijk is van:
- de fractie uitval bij het onverstoorde proces;
- de fractie uitval bij het verstoorde proces;
- de gemiddelde relatieve signaleringstijd;
- de kans een storing te vinden als er naar gezocht wordt.
- De kosten die het verhelpen van de schade met zich meebrengen.
De schade door foute producten stijgt doorgaans meer dan evenredig met het gemiddelde uitvalspercentage. Is het uitvalspercentage groot, dan zullen niet alleen foute producten moeten worden vervangen. Ook de "good-will" bij de afnemers kan ernstige schade lijden.
Aandachtspunten / Checklist
- Ieder toegepast proces heeft zijn specifieke problemen. Zo zal er altijd wel een machine zijn die net niet de juiste producten maakt, moeilijk te sturen is, veel uitval kent, enzovoorts. SPC is geen wondermiddel waardoor alle kwaliteitsproblemen tot het verleden behoren. SPC kan hooguit een hulpmiddel zijn bij het zichtbaar maken van systematische en/of toevallige afwijkingen in de procesresultaten.
- De regelgrenzen van een proces worden meestal gelegd op µ ± 3s. De waarschuwingsgrenzen op µ ± 2s.
- SPC is uit kostenoverwegingen niet altijd rendabel. De te bereiken afname van de schadekosten weegt niet altijd op tegen de controle- en opsporingskosten. De totale kosten worden sterker beinvloed door de keuze van de steekproefomvang en -frequentie, dan door de ligging van de regelgrenzen.
- De kracht van SPC is dat het zich eenvoudig laat vertalen naar een praktisch hulpmiddel voor de machine-operators.
- Het voornaamste doel van invoering van de ISO 9000-normen is het verkrijgen van reproduceerbare kwaliteit. Het gecertificeerde bedrijf dient deze reproduceerbare kwaliteit te bewijzen.
- De gebruikte symbolen staan voor gemiddelde (µ) en standaardafwijking (s).
Een statistisch beheerst proces, bereikt met behulp van SPC, levert een aantoonbaar reproduceerbare kwaliteit. . Bij invoering van SPC kan het volgende stappenplan worden gevolgd:
1. Maak een stroomschema van het proces.
2. Stel de voorwaarden en eisen op waaraan het proces dient te voldoen.
3. Kies de karakteristieke SPC-parameters en leg deze vast. Volg hierbij het onderstaande:
- een inventarisatie van foute procesuitkomsten;
- analyse van fouten;
- identificeren van systematische fouten;
- opheffen van de oorzaken van systematische fouten;
- keuze van het kansmodel;
- schatting van de parameters van het kansmodel op grond van de procesuitkomsten van een statistisch beheerst proces;
- uitvoeren van een Process Capability Study naar het praktisch nut van SPC.
4. Stel een SPC-methodiek op.
5. Invoeren in productie.
Momenteel is er veel ondersteunende software voor SPC in de handel. Dergelijke software kan de uitvoering van de SPC-methodiek vereenvoudigen. Let bij de aanschaf van dergelijke software op de volgende punten:
- hoeveel meetprocedures kunnen er worden opgezet?
- heeft het pakket functies voor alle, in uw bedrijf, denkbare meetproblemen? . kunnen meetprocedures worden geautomatiseerd?
- zijn er mogelijkheden voor een automatisch logboek?
- welke standaardrapporten genereert het pakket?
- kan de gebruiker zijn eigen rapporten genereren?
Instant Probleemoplosser
Probleem
Een grote glasproducent GLASSCO maakt producten van hoogwaardig industrieel glas. Een nieuwe grote klant, actief in de militaire sector, vraagt naar massieve glazen ronde buizen met een diameter van 13,75 } 0,15mm. De genoemde tolerantie is erg kritisch en de klant vraagt dan ook om aan te tonen dat GLASSCO deze kwaliteit kan leveren. Daartoe verstrekt zij GLASSCO een opdracht voor het fabriceren van een proefserie van tweeduizend buizen. Intern onderzoek wijst uit dat deze buizen niet in de gewenste tolerantie kunnen worden gegoten. Om die reden moeten de gegoten massieve staven rond geslepen en gepolijst worden. Deze activiteiten kan GLASSCO niet zelf uitvoeren.
Na overleg met de opdrachtgever wordt gesteld dat deze activiteit mag worden uitbesteed. De opdrachtgever stelt aan de toeleverancier de volgende aanvullende eisen.
- Het toegepaste proces moet aantoonbaar statistisch beheerst zijn.
- Het toegepaste proces moet aantoonbaar technisch beheerst zijn.
De inkoper legt de twee aanvullende eisen aan de toeleverancier voor. De toeleverancier zegt dat het geen probleem is om de nabewerking voor de proefserie uit te voeren. Als hij de gegoten buizen ontvangt, zal hij ze nabewerken en tevens aantonen dat hij aan de eisen voldoet. Na enige tijd komen de nabewerkte buizen weer terug bij GLASSCO. Bij de partij zit een informatieblad met onder andere twee grafieken (zie bijlage A). Voldoet de leverancier nu aan de door de opdrachtgever gestelde eisen?
Oplossing
Het informatieblad bevat op het eerste gezicht voldoende gegevens om te beoordelen of de leverancier aan de eisen voldoet.
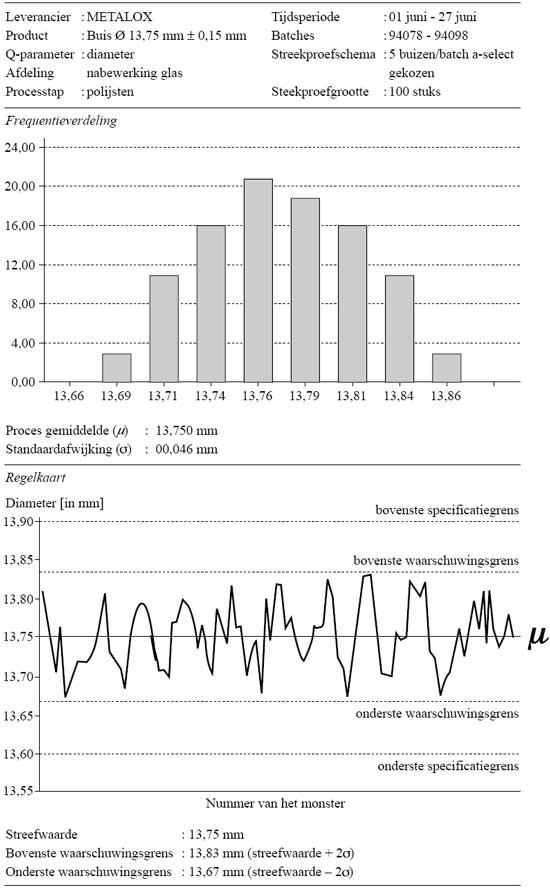
We moeten als eerste vaststellen of het proces statistisch beheerst is. Naar aanleiding van het informatieblad kunnen we het volgende vaststellen:
- Het steekproefschema (per batch vijf buizen, a-select gekozen) geeft ons voldoende zekerheid dat de waarnemingen onafhankelijk van elkaar zijn.
- Aan de hand van de frequentieverdeling stellen we vast dat de output van het proces 'normaal verdeeld' lijkt te zijn. Als keuze voor het kansmodel stellen we dan ook de normale verdeling voor. Als parameters voor de normale verdeling worden het gemiddelde (µ) van 13,75mm en een variantie (s) van 0,042mm gebruikt.
We beschouwen de regelkaart. Het proces wordt gestuurd op het gemiddelde van 13,75mm. De waarschuwingsgrenzen zijn gesteld op respectievelijk 13,86 en 13,67mm (µ ± 2s). Alle waarden blijven binnen de waarschuwingsgrenzen. Er is dus geen ongewone variatie in procesgemiddelde aantoonbaar. We mogen op basis van deze gegevens aannemen dat het proces statistisch beheerst is.
Nu het proces statistisch beheerst blijkt te zijn, moeten we ook vaststellen of het proces ook technisch beheerst is. Naar aanleiding van het informatieblad kunnen we het volgende vaststellen:
- Alle waarnemingen vallen binnen de specificaties.
- De geschiktheid of "capability" van het proces kunnen we aantonen door de PCI's te berekenen.
- De Cp of Proces Potential Index geeft een vergelijking tussen de toegestane en de werkelijke processpecificatie. De toegestane processpecificatie wordt bepaald door het verschil te nemen tussen de bovenste en de onderste specificatiegrens. De werkelijke processprecificatie kunnen we voor een normale verdeling stellen op 6s. De Cp waarde wordt bepaald door de toegestane processpecificatie te delen door de werkelijke processpecificatie. In ons geval is de Cp index dus gelijk aan 1,19. Gebruikelijk is een minimale waarde 1,67 of zelfs 2,00 moet zijn.
- De Cpk of Process Performance Index geeft een uitdrukking aan de afwijking van het procesgemiddelde met de streefwaarde. Deze index wordt bepaald door de dichtstbijzijnde specificatie te delen door . In ons geval is deze index ook gelijk aan 1,19. Afnemers stellen vaak dat deze waarde minimaal 1,33 moet zijn.
- Op basis van de waarnemingen kunnen we stellen dat het proces technisch beheerst is. Zowel de Cp en Cpk zijn groter dan 1, waardoor kan worden gesteld dat 99,7% van alle output binnen de specificaties zal vallen.
- Echter op basis van de PCI's moeten we wat kanttekeningen plaatsen. De Cp is te laag omdat de processpreiding te hoog is. De Cpk is niet aantoonbaar groter dan 1,33. Ook dit heeft als belangrijkste oorzaak de hoogte van de spreiding. Het proces is dus wel technisch beheerst, maar tegelijkertijd gevoelig voor verschuivingen als gevolg van een grote spreiding.
Onze afnemer zal op basis van deze gegevens niet onmiddellijk de uiteindelijke opdracht aan ons geven. Zij zal mogelijk een aanvullende eis stellen aan de toeleverancier. Het proces heeft wel een hoge spreiding, dus zal er door de toeleverancier aan moeten worden gewerkt om de spreiding te verkleinen.
Bijlage A
Dit artikel is eerder verschenen in de Vraagbaak voor Inkoop en Logistiek en de Kennisbanken Logistiek van SDU Uitgeverij. Auteur: Paul Denneman.