- Details
- Geschreven door Paul Denneman Paul Denneman
Artikelindex
Instant probleemoplosser
Probleem: De produktieplanner van een gereedschapmakerij heeft voor een „bottleneck” machine een orderpakket van 18 orders. Na een middag puzzelen komt hij met de volgende planning.
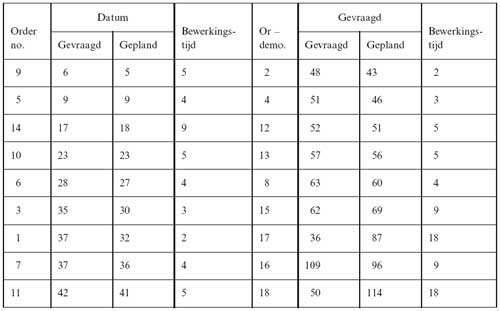
Tabel 3. Verbeteren planning.
Zijn baas, de logistiekmanager, die wel eens een cursus planningstechnieken heeft gevolgd begint te rekenen en bepaalt volgende prestatie criteria:
- Gemiddelde doorlooptijd 46,8 dagen
- Gemiddelde leveringstijdoverschrijding 6,8 dagen
- Maximale leveringstijdoverschrijding 64,0 dagen
- Aantal te late orders 4,0 orders
Hij stelt dat deze resultaten hem toch niet tevreden stemmen. Hij stuurt de planner terug met de opdracht om met een betere planning te komen.
Oplossing: Het is jammer dat de logistiekmanager niet heeft aangegeven welke resultaten hem niet tevreden stellen. Is de gemiddelde doorlooptijd te lang? Zijn er te veel orders te laat? Is de maximale leveringstijd overschrijding te hoog? Of is de gemiddelde leveringstijdoverschrijding te hoog?
De produktieplanner kan nu teruggaan naar zijn baas en hem precies vragen wat hij heeft bedoeld met een betere planning, Hij kan echter ook een aantal alternatieven aangeven. De planner besluit het laatste te doen. Met de prestatiecriteria die de logistiekmanager hem gegeven heeft, kan de planner in principe per criterium het optimum berekenen. Dit doet hij door gebruik te maken van prioriteitsregels. De resultaten van deze exercitie worden in tabel 4 gegeven:
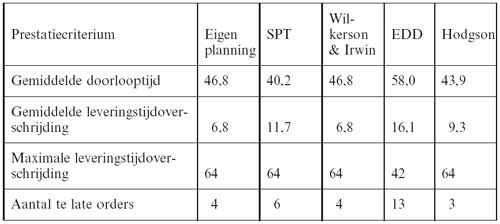
Tabel 4. Resultaten met behulp van prioriteitsregels.
Uit de gegevens blijkt dat de opgestelde planning zo slecht nog niet was, Omdat de vorige planning was afgekeurd, zoekt de logistiekmanager blijkbaar niet naar optimalisering van de gemiddelde leveringstijdoverschrijding. Uit het algoritme van Hodgson blijkt dat er in het meest gunstigste geval drie orders te laat zullen zijn. Dit is slechts één order minder dan bij de vorige planning. De logistiekmanager zoekt waarschijnlijk ook niet naar het minst aantal te late orders. De EDD-volgorde geeft zoals verwacht een duidelijke verbetering van de maximale leveringstijdoverschrijding, maar scoort op de andere criteria toch beduidend slechter. Gezien het feit dat het een bottle-neck machine betreft, zou de planner er de voorkeur aan moeten geven om de SPT-volgorde te hanteren. Zijn aantal te late orders en de gemiddelde leveringstijdoverschrijding gaan hierbij wel omhoog. Echter de gemiddelde doorlooptijd ligt circa 15% lager, wat tevens inhoudt dat de gemiddelde wachttijd ook lager ligt. Voor de totale doorstroming in de fabriek lijkt dit de beste oplossing.
De planner zou met deze resultaten naar zijn baas moeten gaan en hem moeten laten kiezen welk criterium hij het belangrijkst vindt. Een nieuwe planning heeft hij dan zo opgesteld.
Dit artikel is eerder verschenen in de Vraagbaak voor Inkoop en Logistiek en de Kennisbanken Logistiek van SDU Uitgeverij. Auteur: Paul Denneman.